 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 نہیں
نہیں
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

حاصل

مسلسل کولڈ رولڈ جستی شیٹ پروڈکشن لائن (GI)
درجہ بندی کا حل
کولڈ رولڈ شیٹ کو خام مال کے طور پر استعمال کرتے ہوئے، سٹرپ اسٹیل کی سطح کو ہاٹ ڈِپ کوٹنگ کے ذریعے زنک یا ایلومینیم-زنک مرکب کی تہہ سے ڈھانپ دیا جاتا ہے۔ اس میں مضبوط کیتھوڈک تحفظ کی کارکردگی ہے، جس سے یہ صنعت، زراعت اور تعمیرات جیسے مختلف شعبوں میں بڑے پیمانے پر استعمال ہوتا ہے۔ آج کی وسیع پیمانے پر استعمال شدہ کوٹنگ کی مصنوعات.
- مجموعی جائزہ
- انکوائری
- متعلقہ مصنوعات
یونٹ کی اہم خصوصیات:
خام مال: پٹی کی چوڑائی: 600-1550 ملی میٹر، موٹائی: 0.2-1.2 (1.5) ملی میٹر
کولڈ رولڈ لو کاربن اسٹیل SPCC، SPCD، FH، JISG3141 کے مطابق
چڑھانا کی قسم: GI، GA، GF؛ وزن: 60-300 گرام/m2
مصنوعات کا معیار: GB/T2518-2008 کے مطابق
یونٹ کی رفتار: Inlet 0-320mpm، پروسیس سیکشن، 0-240mpm، آؤٹ لیٹ سیکشن 0-320mpm
سالانہ پیداوار: 100,000-400,000tpy
توانائی کی بچت کا طریقہ: ایگزاسٹ گیس، SUNNY پیٹنٹ کی فضلہ حرارت کی وصولی کا جامع استعمال
مسلسل اینیلنگ فرنس: نان آکسیڈائزنگ ہیٹنگ (NOF) + مکمل ریڈیئنٹ ٹیوب ہیٹنگ (RTF)، عمودی، افقی یا L قسم
ایندھن کی قسم: قدرتی گیس، مائع پیٹرولیم گیس، مخلوط گیس، کوک اوون گیس اور بجلی
ویلڈنگ کا سامان: تنگ گود سیون ویلڈر
ڈیگریزنگ فارم: کیمیکل ڈیگریزنگ + الیکٹرولائٹک ڈیگریزنگ + تھری اسٹیج واٹر کلیننگ، عمودی یا افقی
زنک برتن کی قسم: سیرامک انڈکشن زنک برتن
ایئر چاقو: سنی پیٹنٹ
فنشنگ مشین: فور رول گیلی فنشنگ، بڑی رولنگ فورس 4,000KN
پل سیدھا کرنے والی مشین: دو موڑیں اور دو سیدھی
غیر فعال/فنگر پرنٹ مزاحمت: Cr6+، Cr3+، نامیاتی کوٹنگ، رولر کوٹنگ
تیل لگانے کا طریقہ: الیکٹروسٹیٹک آئلنگ
الیکٹریکل کنٹرول سسٹم: سیمنز یا اے بی بی اے سی متغیر فریکوئنسی خودکار کنٹرول سسٹم
صنعتی آٹومیشن: سیمنز یا اے بی بی ذہین خودکار کنٹرول سسٹم
یونٹ کا بنیادی عمل بہاؤ:
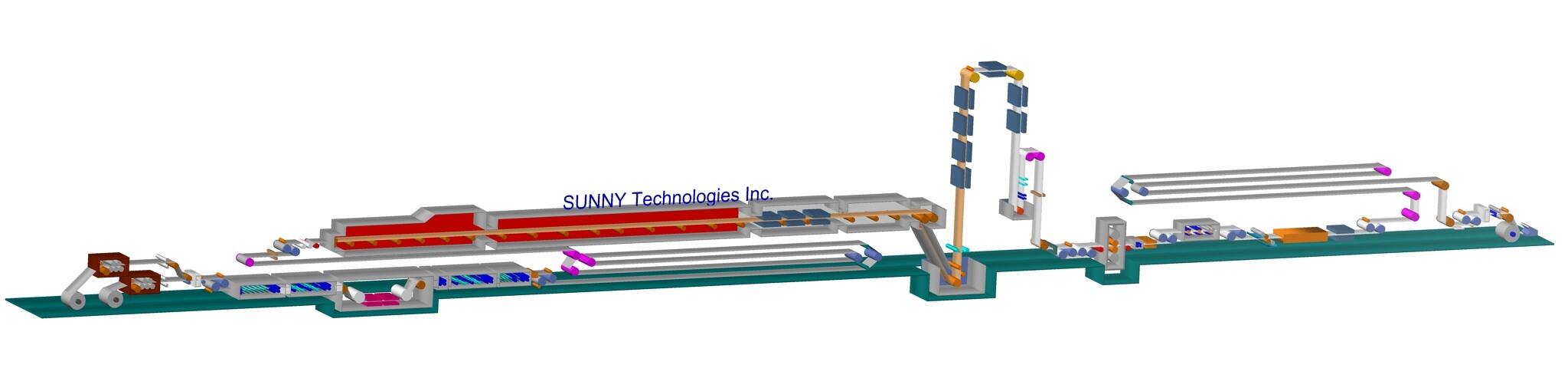
بے ربط→ویلڈنگ ،→کم کرنے والا→اینیلنگ میں کمی،→جستی بنانا،→ہموار→ھیںچ→غیر فعال / فنگر پرنٹ مزاحم کوٹنگ→الیکٹرو اسٹاٹک تیل لگانا→ذیلی کوائلنگ→کوئیلنگ








