 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Productos

Línea de recocido continuo (CAL)
Solución de clasificación
El recocido de bandas de acero tiene como objetivo igualar la composición química y la estructura del acero, refinar el grano, ajustar la dureza, eliminar la tensión interna y el endurecimiento por trabajo, y mejorar el rendimiento de conformado y procesamiento del acero.
- Descripción General
- Consulta
- Productos que le pueden interesar
El recocido de bandas de acero tiene como objetivo igualar la composición química y la estructura del acero, refinar el grano, ajustar la dureza, eliminar la tensión interna y el endurecimiento por trabajo, y mejorar el rendimiento de conformado y procesamiento del acero.
El recocido continuo es el proceso de calentar la banda de acero a una temperatura adecuada bajo una atmósfera protectora y mantenerla durante un cierto período de tiempo, y luego enfriarla y someterla a un tratamiento de sobreenvejecimiento. Para mejorar la calidad superficial de la tira, generalmente se diseña una máquina niveladora en línea.
Características principales de la unidad:
Materia prima: Fleje de acero: Ancho: 600-1550 mm, espesor: 0.2-1.2 (1.5) mm
Material: Bobina de acero en frío SPCC, SPCD, SPCE, en línea con JISG3141
Calidad del producto: CQ, DQ y DDQ, en línea con JISG3141
Velocidad de la unidad: Entrada 0-240 mpm, sección de proceso, 0-180 mpm, sección de salida 0-240 mpm
Producción anual: 100,000-300,000 tpa
Método de ahorro de energía: recuperación del calor residual de los gases de escape, patente SUNNY
Horno de recocido continuo: Calefacción por tubo radiante completo (RTF), vertical
Tipo de combustible: Gas natural, gas licuado de petróleo, gas mixto, gas de coquería y electricidad
Equipo de soldadura: soldador de costura estrecha
Forma de desengrase: Desengrase químico + desengrase electrolítico + enjuague con agua terciaria, vertical u horizontal
Máquina alisadora: alisadora en húmedo de cuatro rodillos, fuerza de rodadura máxima de 6,000 KN
Máquina enderezadora por tracción: Dos dobladoras y dos enderezadoras (Opcional)
Método de engrase: engrase electrostático
Sistema de control eléctrico: sistema de control de conversión de frecuencia CA SIEMENS o ABB
Instrumento de automatización: sistema de control de automatización SIEMENS o ABB
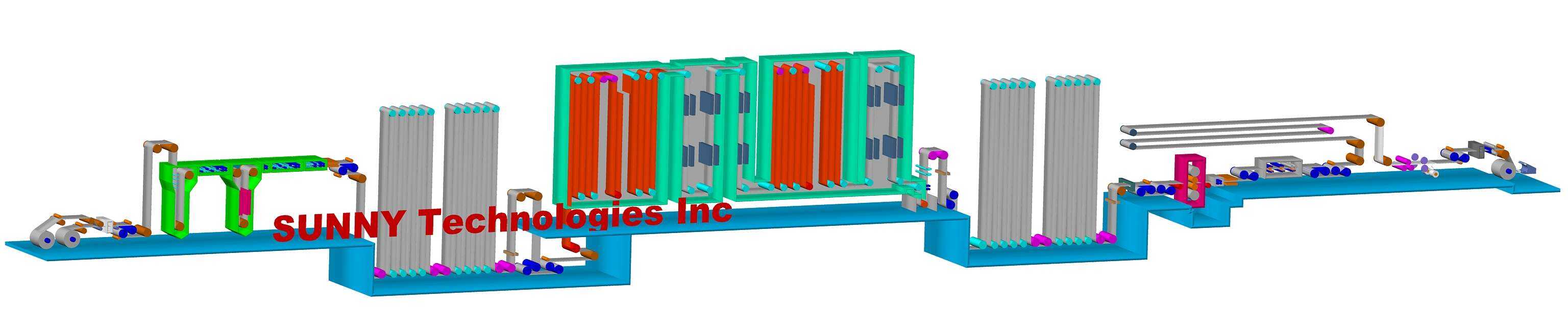
El flujo de proceso principal de la unidad:
 '
'
Desenrollado → soldadura → desengrasado (lavado con álcali + lavado con álcali + electrólisis + lavado con agua + limpieza con agua) → reducción del recocido (calentamiento → remojo → enfriamiento rápido → sobreenvejecimiento → enfriamiento secundario → enfriamiento con agua → secado) → nivelación → estiramiento → Recorte → Inspección → Engrasado → Corte longitudinal → Bobinado








