 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEM
NEM
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Termékek

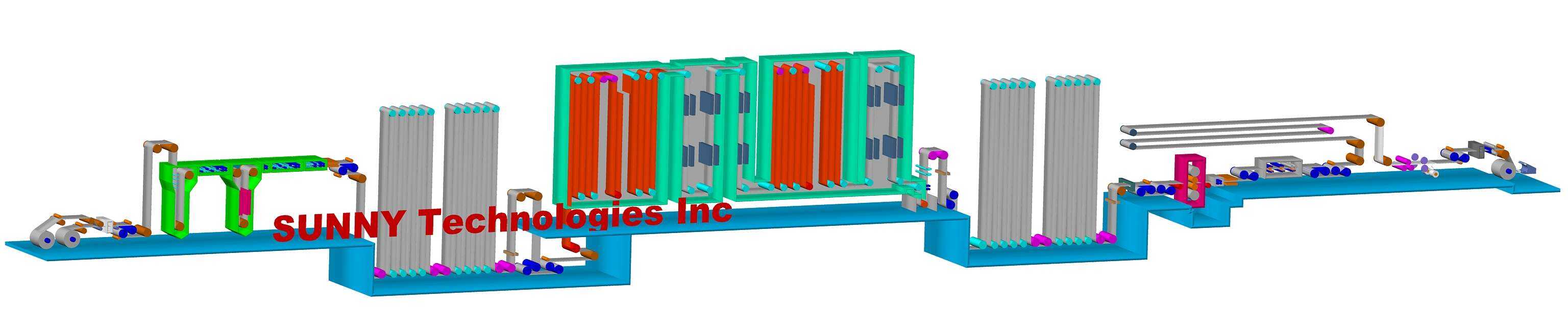
Folyamatos hőkezelési vonal (CAL)
Osztályozási megoldás
Az acélszalag lágyítás célja az acél kémiai összetételének és szerkezetének kiegyenlítése, a szemcse finomítása, a keménység beállítása, a belső feszültség és a munkaedzés megszüntetése, valamint az acél alakítási és feldolgozási teljesítményének javítása.
- Áttekintés
- Vizsgálat
- Kapcsolódó termékek
Az acélszalag lágyítás célja az acél kémiai összetételének és szerkezetének kiegyenlítése, a szemcse finomítása, a keménység beállítása, a belső feszültség és a munkaedzés megszüntetése, valamint az acél alakítási és feldolgozási teljesítményének javítása.
A folyamatos lágyítás az a folyamat, amikor a szalagacélt védőatmoszférában megfelelő hőmérsékletre hevítik és bizonyos ideig tartják, majd hűtik és túlöregedik. A szalag felületi minőségének javítása érdekében általában online szintezőgépet terveznek.
Az egység főbb jellemzői:
Nyersanyag: Szalagacél: Szélesség: 600-1550mm, vastagság: 0.2-1.2 (1.5) mm
Anyag: hidegen hengerelt acél tekercs SPCC, SPCD, SPCE, a JISG3141 szabványnak megfelelően
Termékminőség: CQ, DQ és DDQ, a JISG3141 szabványnak megfelelően
Egységsebesség: bemeneti 0-240 mpm, folyamatszakasz, 0-180 mpm, kimeneti szakasz 0-240 mpm
Éves kibocsátás: 100,000 300,000-XNUMX XNUMX tpy
Energiatakarékos módszer: A kipufogógáz hulladékhő visszanyerése, SUNNY szabadalom
Folyamatos izzító kemence: Teljes sugárzó csöves fűtés (RTF), függőleges
Tüzelőanyag típusa: Földgáz, cseppfolyósított kőolaj gáz, vegyes gáz, kokszgáz és villany
Hegesztő berendezés: Keskeny övű varrat hegesztő
Zsírtalanítási forma: Kémiai zsírtalanítás + elektrolitikus zsírtalanítás + harmadlagos vizes öblítés, függőleges vagy vízszintes
Simítógép: Négyhengeres nedves simítás, maximális gördülőerő 6,000 KN
Húzós egyengető gép: két hajlító és két egyengető (opcionális)
Olajozás módja: Elektrosztatikus olajozás
Elektromos vezérlőrendszer: SIEMENS vagy ABB AC frekvenciaváltó vezérlőrendszer
Automatizálási műszer: SIEMENS vagy ABB automatizálási vezérlőrendszer
Az egység fő folyamatfolyamata:
 '
'
Letekercselés → hegesztés → zsírtalanítás (lúgos mosás + lúgos súrolás + elektrolízis + vizes súrolás + vizes tisztítás) → izzítás csökkentése (fűtés → áztatás → gyors hűtés → túlöregedés → másodlagos hűtés → vízhűtés → szárítás) → szintezés → nyújtás → vágás → ellenőrzés → Olajozás → Hasítás → Tekercselés








