 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEI
NEI
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produkter

Kontinuerlig annealing line (CAL)
Klassifiseringsløsning
Gløding av stålbånd er å jevne ut den kjemiske sammensetningen og strukturen til stålet, foredle kornet, justere hardheten, eliminere indre stress og arbeidsherding og forbedre formings- og bearbeidingsytelsen til stålet.
- Oversikt
- Forespørsel
- Relaterte produkter
Gløding av stålbånd er å jevne ut den kjemiske sammensetningen og strukturen til stålet, foredle kornet, justere hardheten, eliminere indre stress og arbeidsherding og forbedre formings- og bearbeidingsytelsen til stålet.
Kontinuerlig gløding er prosessen med å varme opp båndstålet til en passende temperatur under en beskyttende atmosfære og holde det i en viss tidsperiode, og deretter avkjøling og overaldringsbehandling. For å forbedre overflatekvaliteten til stripen, er det generelt konstruert en online nivelleringsmaskin.
Hovedtrekk ved enheten:
Råmateriale: Båndstål: Bredde: 600-1550mm, tykkelse: 0.2-1.2 (1.5) mm
Materiale: Kaldvalset stålspole SPCC, SPCD, SPCE, i tråd med JISG3141
Produktkvalitet: CQ, DQ og DDQ, i tråd med JISG3141
Enhetshastighet: Innløp 0-240 mpm, prosessseksjon, 0-180 mpm, utløpsseksjon 0-240 mpm
Årlig produksjon: 100,000 300,000-XNUMX XNUMX tpy
Energisparemetode: Spillvarmegjenvinning av eksosgass, SUNNY patent
Kontinuerlig glødeovn: Full radiant tube heating (RTF), vertikal
Drivstofftype: Naturgass, flytende petroleumsgass, blandingsgass, koksovnsgass og elektrisitet
Sveiseutstyr: Smalsømsveiser
Avfettingsform: Kjemisk avfetting + elektrolytisk avfetting + tertiær vannskylling, vertikal eller horisontal
Glattemaskin: Firevals våtglatting, maksimal rullekraft på 6,000KN
Trekk rettemaskin: To bøying og to retting (valgfritt)
Oljemetode: Elektrostatisk olje
Elektrisk kontrollsystem: SIEMENS eller ABB AC frekvenskonverteringskontrollsystem
Automatiseringsinstrument: SIEMENS eller ABB automatiseringskontrollsystem
Hovedprosessflyten til enheten:
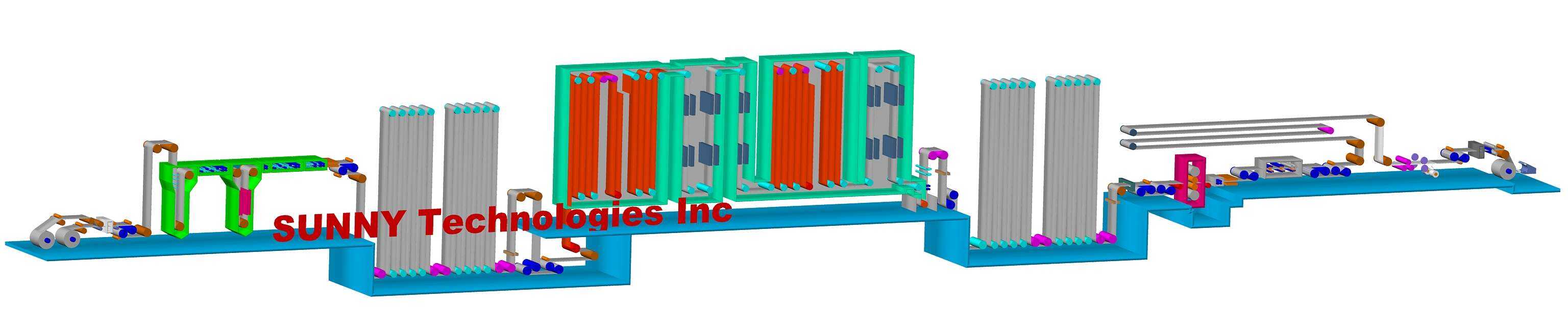 '
'
Avsveising → sveising → avfetting (alkalisk vask + alkaliskrubb + elektrolyse + vannskuring + vannrensing) → utglødningsreduksjon (oppvarming → bløtlegging → rask avkjøling → overalding → sekundær kjøling → vannkjøling → tørking) → utjevning → strekking → trimming → trimming Olje → Kløyving → Kveiling








