 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NIE
NIE
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produkty

Linia do ciągłego wyżarzania (CAL)
Rozwiązanie klasyfikacyjne
Wyżarzanie taśm stalowych ma na celu wyrównanie składu chemicznego i struktury stali, uszlachetnienie ziarna, dostosowanie twardości, wyeliminowanie naprężeń wewnętrznych i umocnienia przez zgniot oraz poprawę wydajności formowania i przetwarzania stali.
- Zakładka Podgląd
- Zapytanie ofertowe
- Podobne produkty
Wyżarzanie taśm stalowych ma na celu wyrównanie składu chemicznego i struktury stali, uszlachetnienie ziarna, dostosowanie twardości, wyeliminowanie naprężeń wewnętrznych i umocnienia przez zgniot oraz poprawę wydajności formowania i przetwarzania stali.
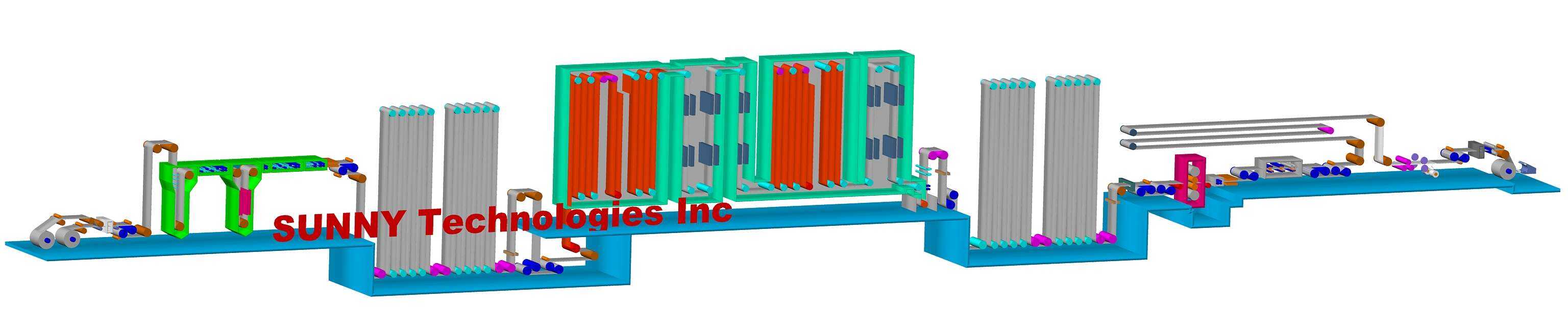
Wyżarzanie ciągłe to proces nagrzewania taśmy stalowej do odpowiedniej temperatury w atmosferze ochronnej i utrzymywania jej przez określony czas, a następnie schładzania i obróbki przestarzeniowej. W celu poprawy jakości powierzchni taśmy zazwyczaj projektuje się prostownicę online.
Główne cechy urządzenia:
Surowiec: Taśma stalowa: Szerokość: 600-1550 mm, grubość: 0.2-1.2 (1.5) mm
Materiał: Cewka ze stali walcowanej na zimno SPCC, SPCD, SPCE, zgodnie z JISG3141
Jakość produktu: CQ, DQ i DDQ, zgodnie z JISG3141
Prędkość jednostki: wlot 0-240 m/min, sekcja procesowa, 0-180 m/min, sekcja wylotowa 0-240 m/min
Roczna produkcja: 100,000 300,000-XNUMX XNUMX t rocznie
Metoda oszczędzania energii: Odzysk ciepła odpadowego ze spalin, patent SUNNY
Piec do wyżarzania ciągłego: ogrzewanie rurowe z pełnym promieniowaniem (RTF), pionowe
Rodzaj paliwa: Gaz ziemny, gaz płynny, gaz mieszany, gaz koksowniczy i energia elektryczna
Sprzęt spawalniczy: Zgrzewarka do wąskich zakładek
Forma odtłuszczania: Odtłuszczanie chemiczne + odtłuszczanie elektrolityczne + płukanie wodą trzeciorzędową, pionowe lub poziome
Maszyna wygładzająca: Wygładzanie na mokro czterowalcowe, maksymalna siła walcowania 6,000 KN
Prostownica ciągnąca: dwa zginanie i dwa prostowanie (opcjonalnie)
Metoda olejowania: Olejowanie elektrostatyczne
Elektryczny układ sterowania: system kontroli konwersji częstotliwości SIEMENS lub ABB AC
Przyrząd automatyzacji: system sterowania automatyką SIEMENS lub ABB
Główny przebieg procesu jednostki:
 '
'
Rozwijanie → spawanie → odtłuszczanie (płukanie alkaliami + płukanie alkaliami + elektroliza + płukanie wodą + oczyszczanie wodą) → redukcja wyżarzania (ogrzewanie → moczenie → szybkie chłodzenie → przestarzanie → wtórne chłodzenie → hartowanie wodą → suszenie) → wyrównywanie → rozciąganie → przycinanie → kontrola → Olejowanie → Cięcie → Zwijanie








