 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 НЕМАЄ
НЕМАЄ
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Продукти

Безперервна лінія виробництва холоднокатаного оцинкованого листа (GI)
Класифікаційне рішення
Використовуючи холоднокатаний лист як сировину, поверхню смугової сталі покривають шаром цинку або алюмінієво-цинкового сплаву методом гарячого занурення. Він має сильні характеристики катодного захисту, що робить його широко використовуваним у різних галузях, таких як промисловість, сільське господарство та будівництво. Сьогодні широко використовуються покриття.
- огляд
- Запит
- Супутні товари
Основні характеристики агрегату:
Сировина: ширина стрічки: 600-1550 мм, товщина: 0.2-1.2 (1.5) мм
холоднокатана низьковуглецева сталь SPCC, SPCD, FH відповідно до JISG3141
Тип покриття: GI, GA, GF; вага: 60-300г/м2
Якість продукту: відповідно до GB/T2518-2008
Швидкість агрегату: вхідна частина 0-320 mph, технологічна секція 0-240 mph, вихідна секція 0-320 mph
Річна продуктивність: 100,000 400,000-XNUMX XNUMX тонн на рік
Енергозберігаючий метод: Комплексна утилізація відпрацьованого тепла відпрацьованих газів, патент SUNNY
Піч безперервного відпалу: безокислювальний нагрів (NOF) + повне радіаційне нагрівання труби (RTF), вертикальний, горизонтальний або L-тип
Тип палива: природний газ, скраплений нафтовий газ, змішаний газ, коксовий газ та електроенергія
Зварювальне обладнання: Зварювач вузького шва внапуск
Форма знежирення: хімічне знежирення + електролітичне знежирення + триступеневе промивання водою, вертикальне або горизонтальне
Тип цинкового горщика: керамічний індукційний цинковий горщик
Пневматичний ніж: патент SUNNY
Оздоблювальна машина: чотиривалкова мокра обробка, велика сила прокатки 4,000 кН
Випрямляльна машина з тягою: два згини та два випрямлення
стійкість до пасивації/відбитків пальців: Cr6+, Cr3+, органічне покриття, роликове покриття
Метод змащування: електростатичне змащування
Електрична система керування: система автоматичного керування змінною частотою SIEMENS або ABB
Промислова автоматизація: інтелектуальна система автоматичного керування SIEMENS або ABB
Основний технологічний процес установки:
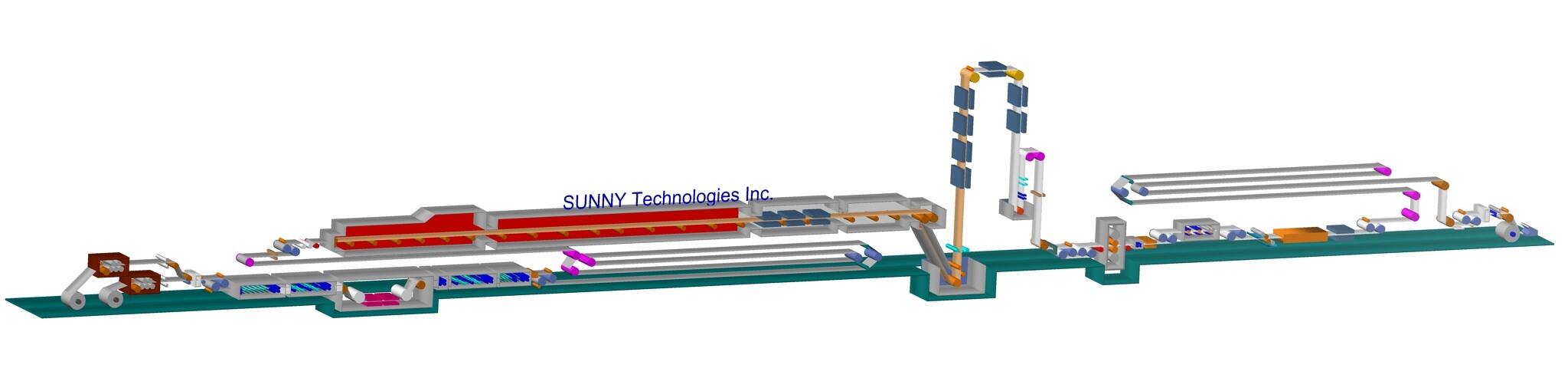
Розмотування→зварювання,→знежирення,→скорочення відпалу,→цинкування,→згладжування→розтягування→покриття, стійке до пасивації/відбитків пальців→електростатичне змащення→підмотування→котушка








