 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 НЕМАЄ
НЕМАЄ
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Продукти

Безперервна виробнича лінія Galvalume (GL)
Класифікаційне рішення
Алюмінієво-цинково-кремнієві (GL) продукти гарячого занурення — це сплави алюмінію гарячого занурення (Al55%), цинку (Zn43.5%) і кремнію (Si1.5%) на поверхні смугової сталі з чудовою стійкістю до корозії . Алюмінієво-цинковий сплав гарячого занурення успішно розробляється на основі технології гарячого занурення алюмінію та гарячого цинкування. Він не тільки має чудову стійкість до атмосферної корозії, термостійкість і стійкість до окислення виробів з алюмінієвим покриттям, але також має чудові вироби з оцинкованої сталі. Електрохімічний захист нелегко піддається корозії та іржі на надрізах і подряпинах.
- огляд
- Запит
- Супутні товари
Алюмінієво-цинково-кремнієві (GL) продукти гарячого занурення — це сплави алюмінію гарячого занурення (Al55%), цинку (Zn43.5%) і кремнію (Si1.5%) на поверхні смугової сталі з чудовою стійкістю до корозії .
Алюмінієво-цинковий сплав гарячого занурення успішно розробляється на основі технології гарячого занурення алюмінію та гарячого цинкування. Він не тільки має чудову стійкість до атмосферної корозії, термостійкість і стійкість до окислення виробів з алюмінієвим покриттям, але також має чудові вироби з оцинкованої сталі. Електрохімічний захист нелегко піддається корозії та іржі на надрізах і подряпинах.
Його основні переваги полягають у наступному:
(1) Поверхня гладка та має чудову стійкість до атмосферної корозії. Його стійкість до корозії в 2-6 разів довша, ніж у гарячооцинкованої сталі;
(2) Він має гарну термостійкість і стійкість до окислення, не змінює свій колір протягом тривалого часу при 300 ℃ і може використовуватися тривалий час при приблизно 500 ℃. Має хорошу водостійкість і стійкість до ґрунтової корозії. Стійкість до водяної корозії краща, ніж листи, оцинковані гарячим зануренням, а листи з алюмінієвим покриттям мають кращу стійкість до корозії в ґрунті, ніж листи, оцинковані гарячим зануренням. Це ідеальний матеріал для виробництва корозійностійких компонентів, таких як автомобільні глушники, вихлопні труби, зерносушарки, водонагрівачі тощо; крім того, тепловідбивна здатність продукту перевищує 75%, це вдвічі більше, ніж у оцинкованого листа;
(3) Він має чудову здатність до фарбування та хорошу продуктивність обробки. Він має сильну силу зв’язування з органічними матеріалами і є найкращим вибором для кольорових металевих пластин із органічним покриттям. Його здатність до обробки та зварювання подібні до гарячеоцинкованого листа, його можна обробляти холодним згинанням і штампуванням, і він має гарний зовнішній вигляд.
Основні характеристики агрегату:
Сировина: холоднокатана низьковуглецева сталь SPCC, SPCD, 600-1550 мм x 0.2-1.2 (1.5) мм, відповідно до JISG3141
Тип покриття: GL; вага: 60-300г/м2
Якість продукту: відповідно до Q/BQB425-2004
Швидкість агрегату: вхідна частина 0-260 mph, технологічна секція 0-200 mph, вихідна секція 0-260 mph
Річна продуктивність: 100,000 300,000-XNUMX XNUMX тонн на рік
Енергозберігаючий метод: рекуперація відпрацьованого тепла вихлопних газів, патент SUNNY
Піч безперервного відпалу: NOF + радіаційне нагрівання труб RTF, повне радіаційне нагрівання труб (RTF), вертикальна, горизонтальна або L-подібна піч
Тип палива: природний газ, скраплений нафтовий газ, газова суміш, коксовий газ та електроенергія
Зварювальне обладнання: зварювач вузького шва
Форма знежирення: хімічне знежирення + електролітичне знежирення + триступеневе промивання водою, вертикальне або горизонтальне
Тип цинкової ємності: керамічна індукційна цинкова ємність: ємність для попереднього плавлення + основна ємність
Пневматичний ніж: патент SUNNY
Оздоблювальна машина: чотиривалкова мокра обробка, максимальне зусилля прокатки 4,000 кН
Машина для випрямлення тяги: два згини та одне випрямлення, два згини та два випрямлення
стійкість до пасивації/відбитків пальців: тип покриття валиком
Метод змащування: електростатичне змащування
Електрична система: SIMENS/ABBPLC, система автоматичного керування змінною частотою змінного струму
Прилад автоматизації: SIMENS/ABBPLC, інтелектуальна система автоматичного керування
Основний технологічний процес установки:
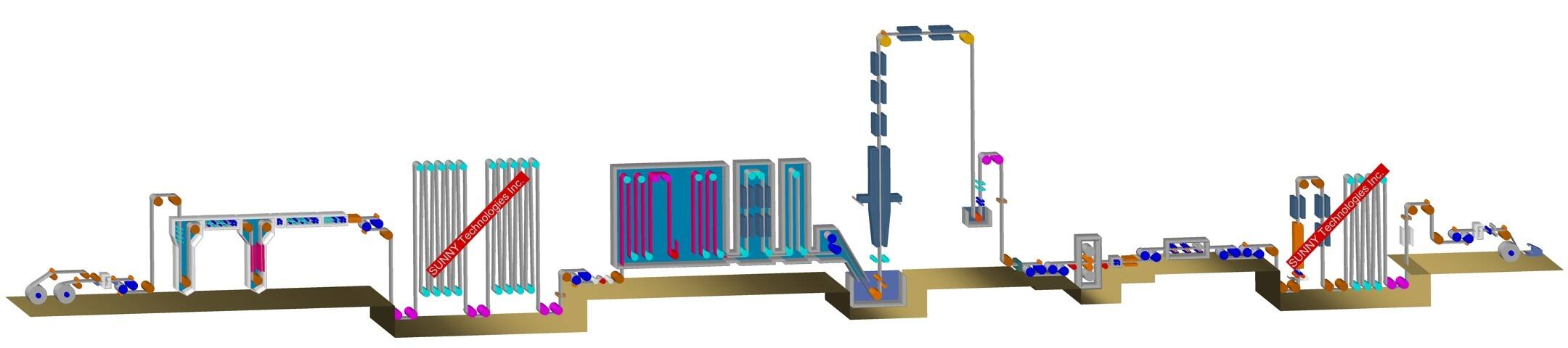
Розмотування→зварювання→знежирення→скорочення відпалу→алюмінієво-цинкове покриття→контрольоване охолодження→згладжування→розтягування→покриття, стійке до пасивації/відбитків пальців→і т.п.








