 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NEIN
NEIN
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Produkte

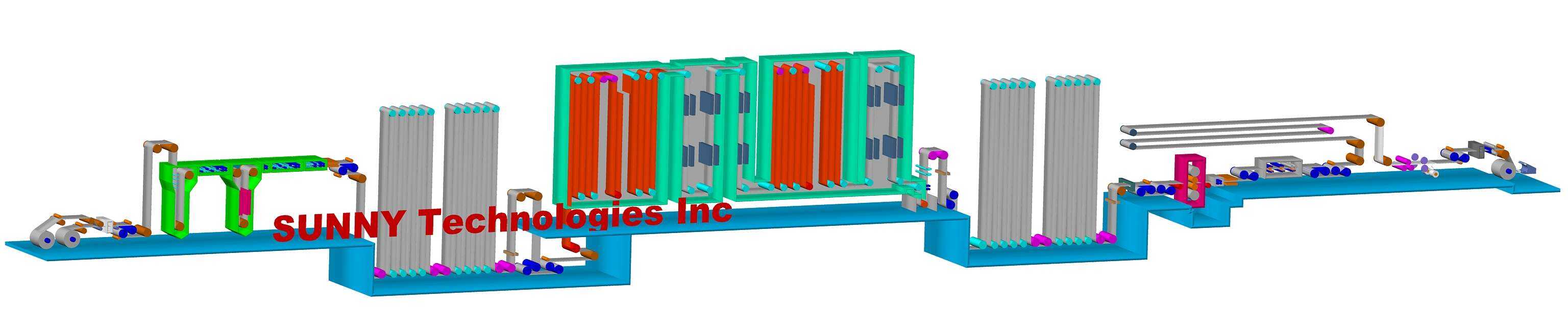
Kontinuierliche Glühlinie (CAL)
Klassifizierungslösung
Beim Glühen von Stahlbändern geht es darum, die chemische Zusammensetzung und Struktur des Stahls auszugleichen, die Körnung zu verfeinern, die Härte anzupassen, innere Spannungen und Kaltverfestigungen zu beseitigen und die Umform- und Verarbeitungsleistung des Stahls zu verbessern.
- Übersicht
- Anfrage
- Ähnliche Produkte
Beim Glühen von Stahlbändern geht es darum, die chemische Zusammensetzung und Struktur des Stahls auszugleichen, die Körnung zu verfeinern, die Härte anzupassen, innere Spannungen und Kaltverfestigungen zu beseitigen und die Umform- und Verarbeitungsleistung des Stahls zu verbessern.
Beim kontinuierlichen Glühen wird der Bandstahl unter einer Schutzatmosphäre auf eine geeignete Temperatur erhitzt und über einen bestimmten Zeitraum gehalten. Anschließend wird er abgekühlt und einer Überalterungsbehandlung unterzogen. Um die Oberflächenqualität des Bandes zu verbessern, wird im Allgemeinen eine Online-Richtmaschine entwickelt.
Hauptmerkmale des Geräts:
Rohmaterial: Bandstahl: Breite: 600–1550 mm, Dicke: 0.2–1.2 (1.5) mm
Material: Kaltgewalztes Stahlband SPCC, SPCD, SPCE, gemäß JISG3141
Produktqualität: CQ, DQ und DDQ, gemäß JISG3141
Gerätegeschwindigkeit: Einlass 0–240 MPM, Prozessabschnitt 0–180 MPM, Auslassabschnitt 0–240 MPM
Jahresproduktion: 100,000–300,000 Tonnen pro Jahr
Energiesparende Methode: Abwärmerückgewinnung des Abgases, SUNNY-Patent
Durchlaufglühofen: Vollstrahlrohrheizung (RTF), vertikal
Brennstoffart: Erdgas, Flüssiggas, Mischgas, Koksofengas und Strom
Schweißausrüstung: Schmale Überlappnahtschweißmaschine
Entfettungsform: Chemische Entfettung + elektrolytische Entfettung + tertiäre Wasserspülung, vertikal oder horizontal
Glättmaschine: Vierwalzen-Nassglättung, maximale Walzkraft 6,000 kN
Zugrichtmaschine: Zwei Biege- und zwei Richtmaschinen (optional)
Ölmethode: Elektrostatisches Ölen
Elektrisches Steuerungssystem: AC-Frequenzumwandlungssteuerungssystem von SIEMENS oder ABB
Automatisierungsgerät: SIEMENS- oder ABB-Automatisierungssteuerungssystem
Der Hauptprozessablauf der Einheit:
 '
'
Abwickeln → Schweißen → Entfetten (Alkaliwaschen + Alkaliwäsche + Elektrolyse + Wasserwäsche + Wasserreinigung) → Glühreduzierung (Erhitzen → Einweichen → schnelles Abkühlen → Überalterung → Sekundärkühlung → Abschrecken mit Wasser → Trocknen) → Nivellieren → Strecken → Trimmen → Inspektion → Ölen → Schlitzen → Aufwickeln








