 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 НЕТ
НЕТ
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Продукция

Линия непрерывного отжига (CAL)
Классификационное решение
Отжиг стальной полосы предназначен для выравнивания химического состава и структуры стали, измельчения зерна, регулирования твердости, устранения внутренних напряжений и наклепа, а также улучшения характеристик формовки и обработки стали.
- Обзор
- Написать
- ПОДОБНЫЕ ТОВАРЫ
Отжиг стальной полосы предназначен для выравнивания химического состава и структуры стали, измельчения зерна, регулирования твердости, устранения внутренних напряжений и наклепа, а также улучшения характеристик формовки и обработки стали.
Непрерывный отжиг — это процесс нагрева полосовой стали до соответствующей температуры в защитной атмосфере и выдержки ее в течение определенного периода времени, а затем охлаждение и обработка от старения. Для улучшения качества поверхности полосы обычно проектируется онлайн-правильная машина.
Основные характеристики агрегата:
Сырье: Полосовая сталь: Ширина: 600-1550 мм, толщина: 0.2-1.2 (1.5) мм.
Материал: рулон холоднокатаной стали SPCC, SPCD, SPCE, в соответствии с JISG3141.
Качество продукции: CQ, DQ и DDQ в соответствии с JISG3141.
Скорость агрегата: вход 0–240 миль в минуту, технологическая секция 0–180 миль в минуту, выходная секция 0–240 миль в минуту.
Годовой объем производства: 100,000 300,000-XNUMX XNUMX тонн в год.
Энергосберегающий метод: рекуперация тепла выхлопных газов, патент SUNNY.
Печь непрерывного отжига: Полный радиационный трубчатый нагрев (RTF), вертикальный
Тип топлива: природный газ, сжиженный нефтяной газ, газовая смесь, коксовый газ и электричество.
Сварочное оборудование: Аппарат для сварки узких нахлесточных швов.
Форма обезжиривания: химическое обезжиривание + электролитическое обезжиривание + третичная промывка водой, вертикальное или горизонтальное.
Разглаживающая машина: четырехвалковая для влажного разглаживания, максимальная сила прокатки 6,000 кН.
Выпрямляющая машина: два гибочных и два выпрямляющих устройства (опционально).
Метод смазки: электростатическое смазывание.
Электрическая система управления: система управления преобразованием частоты переменного тока SIEMENS или ABB.
Инструмент автоматизации: система автоматического управления SIEMENS или ABB.
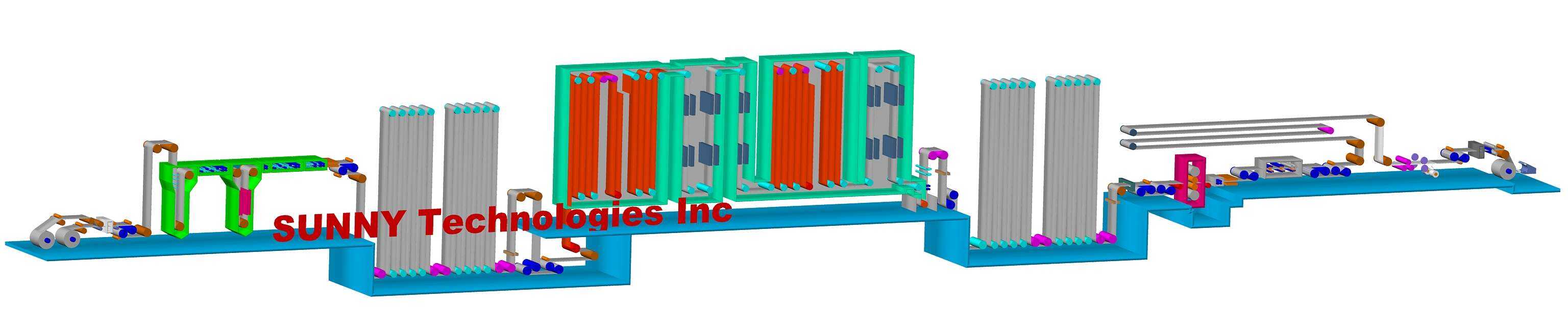
Основная технологическая схема установки:
 '
'
Размотка → сварка → обезжиривание (промывка щелочью + очистка щелочью + электролиз + очистка водой + очистка водой) → восстановление отжига (нагрев → вымачивание → быстрое охлаждение → перестаривание → вторичное охлаждение → закалка водой → сушка) → выравнивание → растяжение → обрезка → контроль → Смазка → Резка → Намотка








