 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 НЕТ
НЕТ
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 ID
ID
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 BE
BE
 UR
UR
 BN
BN
 JW
JW
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 PA
PA
 KK
KK
 TG
TG
 UZ
UZ
 KY
KY

Продукция

Линия непрерывного производства горячекатаного оцинкованного листа (HGI)
Классификационное решение
В качестве сырья используют горячекатаный лист, а поверхность полосовой стали покрывают слоем цинка или алюминиево-цинкового сплава методом горячего погружения. Он обладает сильными характеристиками катодной защиты, что позволяет широко использовать его в различных областях, таких как промышленность, сельское хозяйство и строительство. Сегодня широко используются лакокрасочные материалы.
- Обзор
- Написать
- ПОДОБНЫЕ ТОВАРЫ
Основные характеристики агрегата:
Сырье: Ширина полосы: 600-1550 мм, толщина: 1.5-4.0 мм, рулон горячекатаной низкоуглеродистой стали после травления, без масла или с меньшим количеством масла.
Тип покрытия: GI, GA, GF; вес: 60-600 г/м2
Качество продукции: В соответствии с GB/T2518-2008.
Скорость агрегата: вход макс. 200 миль в минуту, технологическая секция, макс 150 миль в минуту, выходная секция макс. 200 миль в минуту.
Годовой объем производства: 200,000 400,000-XNUMX XNUMX тонн в год.
Энергосберегающий метод: рекуперация тепла выхлопных газов, патент SUNNY.
Печь непрерывного отжига: Неокислительный нагрев (NOF) + радиационный трубчатый нагрев (RTF), горизонтальный или L-типа
Тип топлива: природный газ, сжиженный нефтяной газ, газовая смесь, коксовый газ.
Сварочное оборудование: Аппарат для сварки внахлестку с двойной прокаткой.
Форма обезжиривания: химическое обезжиривание + электролитическое обезжиривание + третичная промывка водой, горизонтальное (может быть опущено)
Тип цинковой ванны: Керамическая индукционная цинковая кастрюля
Воздушный нож: патент SUNNY
Отделочная машина: четырехвалковая мокрая отделка, большое усилие прокатки 6,000 кН.
Выпрямляющая машина: два изгиба и одно выпрямление.
пассивация/стойкость к отпечаткам пальцев: Cr6+, Cr3+, неорганическая пассивация, покрытие валиком
Метод смазки: электростатическое смазывание.
Электрическая система управления: система управления преобразованием частоты переменного тока SIEMENS или ABB.
Промышленная автоматизация: система автоматизации SIEMENS или ABB.
Основная технологическая схема установки:
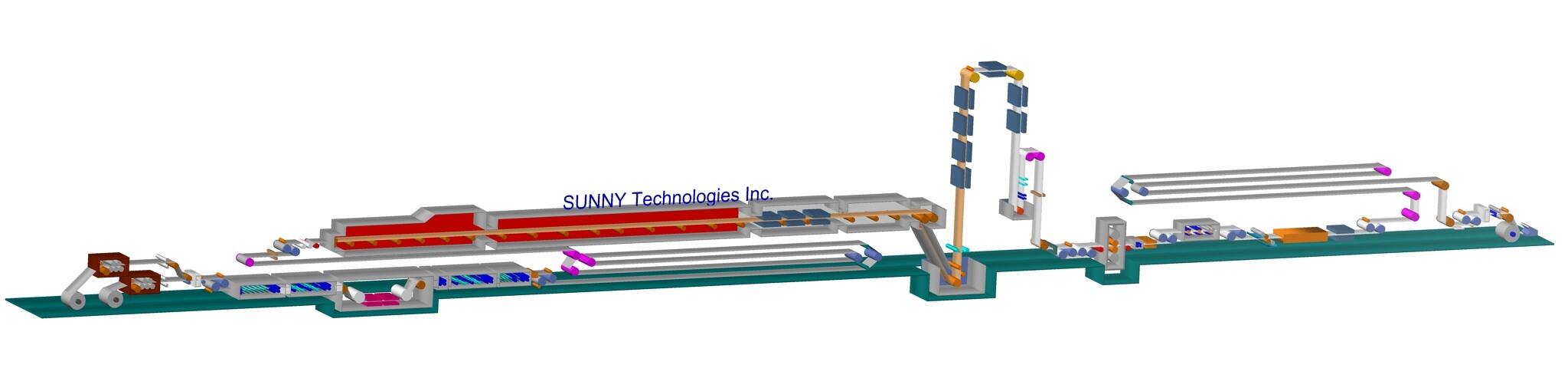
Размоточные→сварка→обезжиривание (по желанию)→Сокращение NOF →цинкование→(легирование)→сглаживающий→выпрямление→пассивация/стойкость к отпечаткам пальцев→электростатическое смазывание→продольная резка→намотка








